One of the last steps in the manufacture of cement is the grinding of clinker mixed with gypsum. Because hydration starts at the surface of the cement particles, it is the total surface area of cement that represents the material available for hydration. Thus, the rate of hydration depends on the fineness of the
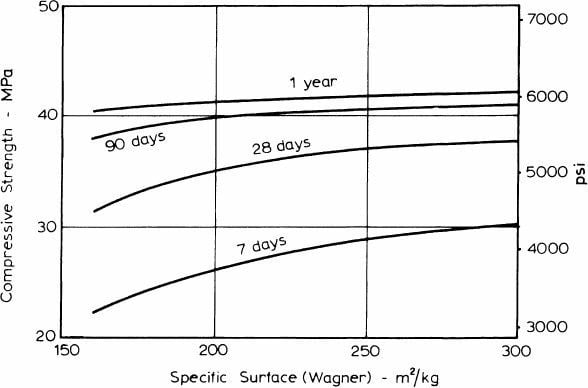
Relation between strength of concrete at different ages and fineness of cement
Cement particles and, for a rapid development of strength, high fineness is necessary the long-term strength is not affected. A higher early rate of hydration means, of course, also a higher rate of early heat evolution.
Table of Contents
How higher degree of fineness effects properties of cement
- The cost of grinding to a higher fineness is considerable, and also the finer the cement the more rapidly it deteriorates on exposure to the atmosphere
- Finer cement leads to a stronger reaction with alkali-reactive aggregate, and makes the cement paste, though not necessarily concrete, exhibit a higher shrinkage and a greater proneness to cracking.
- Fine cement bleeds less than a coarser one.
- An increase in fineness increases the amount of gypsum required for proper retardation because, in a finer cement, more C3A is available for early hydration.
- The water content of a paste of standard consistency is greater the finer the cement, but conversely an increase in fineness of cement slightly improves the workability of a concrete mix.
This anomaly may be due partly to the fact that the tests for consistency of cement paste and workability measure different properties of fresh paste; also, accidental air affects the workability of cement paste, and cements of different fineness may contain different amounts of air.
Measurement of particle size distribution
- We can see then that fineness is a vital property of cement and has to be carefully
- The fraction of cement retained on a 45 μm (No. 325 ASTM) test sieve can be determined using ASTM C 430-08. (For size of openings of different sieves .
- This would ensure that the cement does not contain an excess of large grains which, because of their comparatively small surface area per unit mass, would play only a small role in the process of hydration and development of strength.

- However, the sieve test gives no information on the size of grains smaller than 45 μm (No. 325 ASTM) sieve, and it is the finer particles that play the greatest part in the early hydration.
- For this reason, modern standards prescribe a test for fineness by determination of the specific surface of cement expressed as the total surface area in square metres per kilogram.
- A direct approach is to measure the particle size distribution by sedimentation or elutriation: these methods are based on the dependence of the rate of free fall of particles on their diameter.
- Stokes’ law gives the terminal velocity of fall under gravity of a spherical particle in a fluid medium; the cement particles are, in fact, not spherical.
- This medium must of course be chemically inert with respect to cement.
- It is also important to achieve a satisfactory dispersion of cement particles as partial flocculation would produce a decrease in the apparent specific
Wagner Turbidi meter Method
Scope
This test method covers determination of the fineness of Portland cement as represented by a calculated measure of specific surface, expressed as square centimetres of total surface area per gram, or square meters of total surface area per kilogram, of cement, using the Wagner turbidimeter.
Significance and Use
- A development of these methods is the Wagner turbidimeter used in the United States (ASTM C 115-10).
- In this test, the concentration of particles in suspension at a given level in kerosene is determined using a beam of light, the percentage of light transmitted being measured by a photocell.
- The turbidimeter gives generally consistent results, but an error is introduced by assuming a uniform size distribution of particles smaller than 7.5 μm.
- It is precisely these finest particles that contribute most to the specific surface of cement and the error is especially significant with the finer cements used nowadays.
- An improvement on the standard method is possible if the concentration of particles 5 μm in size is determined and a modification of calculations is made.
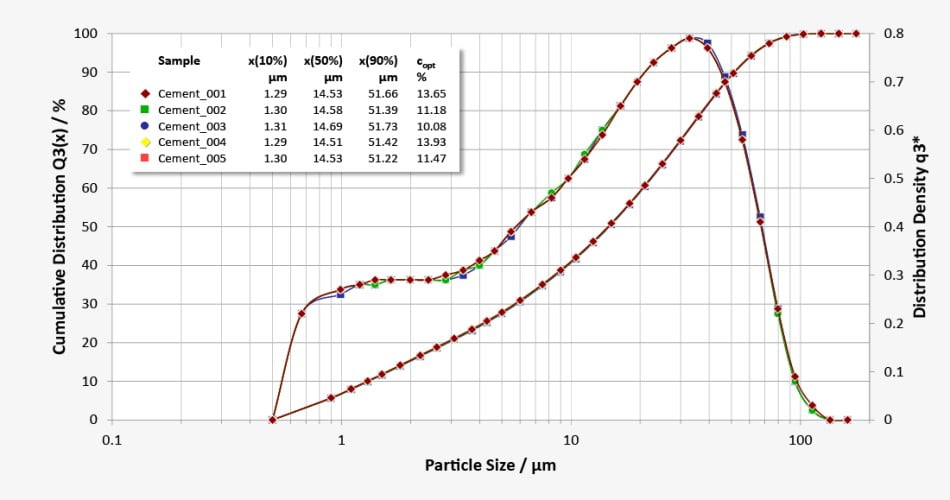
- A typical curve of particle size distribution is shown below which gives also the corresponding contribution of these particles to the total surface area of the sample.
- The particle size distribution depends on the method of grinding and varies, therefore, from plant to plant.
Ideal particle size distribution
- It must be admitted, however, that it is not quite clear what is a ‘good’ grading of cement: should all the particles be of the same size or should their distribution be such that they are able to pack densely?
- It is now believed that, for a given specific surface of cement, early strength development is better if at least 50 per cent of the particles lie between 3 and 30 μm, with correspondingly fewer very fine and fewer very coarse particle.
- An even higher proportion of particles in the range of 3 to 30 μm, up to 95 per cent, is believed to lead to an improved early strength and also to a good ultimate strength of concrete made with such a cement
- To achieve such a controlled particle size distribution it is necessary to use high-efficiency classifiers in closed-circuit grinding of These classifiers reduce the Amount of energy used in grinding.
- The reason for the beneficial effect of middle-size particles may be found in the test results of Aïtcin et who found that grinding of cement results in a certain amount of compound segregation. Specifically, particles smaller than 4 μm are very rich in SO3 and rich in the alkalis; particles coarser than 30 μm contain a large proportion of C2S, while the particles between 4 and 30 μm are rich in C3S.
- It should be noted, however, that there is no simple relation between strength and cement particle size distribution: for example, weathered, partly hydrated clinker, after grinding, results in cement with a misleadingly high apparent surface area.
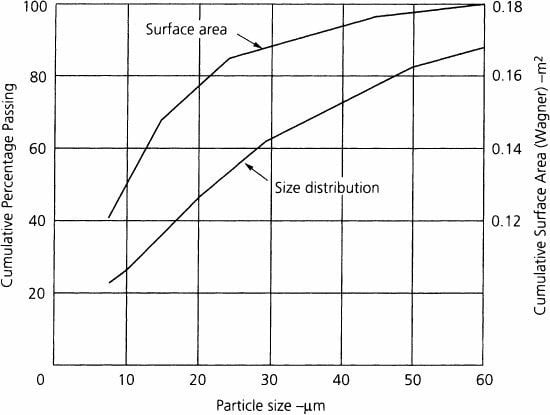
Example of particle size distribution and cumulative surface area contributed by particles up to any given size for 1 g of cement.
Air Permeability Method
The specific surface of cement can also be determined by the air permeability method, using an apparatus developed by Lea and Nurse.
The method is based on the relation between the flow of a fluid through a granular bed and the surface area of the particles comprising the bed.
From this, the surface area per unit mass of the bed material can be related to the permeability of a bed of a given porosity, i.e. containing a fixed volume of pores in the total volume of the bed.
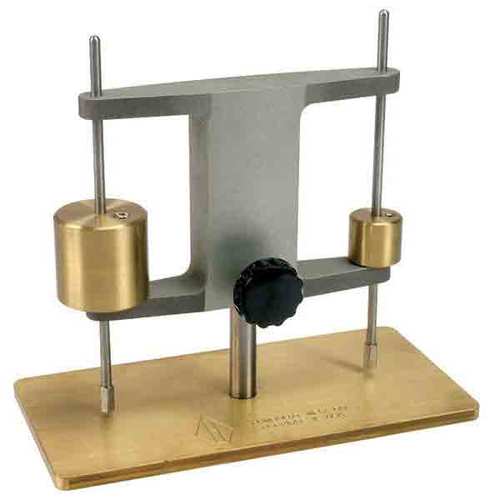
Apparatus (Lea and Nurse Permeability apparatus)
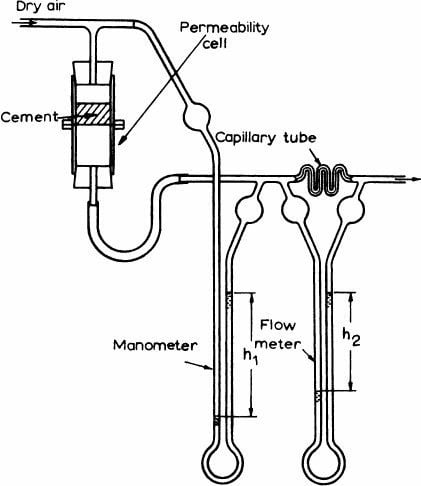
Lea and Nurse Permeability apparatus
The permeability apparatus is shown diagrammatically Knowing the density of cement. The mass required to make a bed of porosity of 0.475 and 10 mm thick can be calculated. This amount of cement is placed in a cylindrical container, a stream of dry air is passed through the cement bed at a constant velocity, and the resulting pressure drop is measured by a manometer connected to the top and bottom of the bed.
The rate of airflow is measured by a flowmeter consisting of a capillary placed in the circuit and a manometer across its ends.
Caman’s Equation
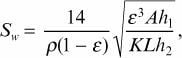
An equation developed by Carman gives the specific surface in square centimeters per gram as
where ρ = density of cement (g/cm3)
ε = porosity of cement bed (0.475 in the BS test)
A = cross-sectional area of the bed (5.066 cm2)
L = height of the bed (1 cm)
h1 = pressure drop across the bed
h2 = pressure drop across the flowmeter capillary (between 25 and 55 cm of kerosene) and K = the flowmeter constant.
For a given aparatus and porosity the expression simplifies to
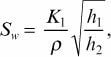
where K1 is a constant.
Lea and Nurse Method
In the United States and nowadays in Europe, a modification of the Lea and Nurse method, developed by Blaine, is used; the method is prescribed by ASTM C 204-07 and by BS EN 196-6 : 2010. Here, the air does not pass through the bed at a constant rate but a known volume of air passes at a prescribed average
![]()
pressure, the rate of flow diminishing steadily.
The time t for the flow to take place is measured, and for a given apparatus and a standard porosity of 0.500, the specific surface is given by
where K2 is a constant.
Comparison b/w Two Methods
- The Lea and Nurse and the Blaine methods give values of specific surface in close agreement with one another but very much higher than the value obtained by the Wagner method.
- This is due to Wagner’s assumptions about the size distribution of particles below 5 μm, mentioned earlier.
- The actual distribution in this range is such that the average value of 3.75 μm, assumed by Wagner, underestimates the surface area of these particles.
- In the air permeability method, the surface area of all particles is measured directly, and the resulting value of the specific surface is about 8 times higher than the value calculated by the Wagner method.
- The actual range of the conversion factor varies between 6 and 2.2, depending on the fineness of the cement and its gypsum content.
- Either method gives a good picture of the relative variation in the fineness of cement, or for practical purposes this is sufficient.
- The Wagner method is somewhat more informative in that it gives an indication of the particle size An absolute measurement of the specific surface can be obtained by the nitrogen adsorption method, based on the work of Brunauer, Emmett and Teller.
- While in the air-permeability methods only the continuous paths through the bed of cement contribute to the measured area, in the nitrogen adsorption method the ‘internal’ area is also accessible to the nitrogen molecules.
- For this reason, the measured value of the specific surface is considerably higher than that determined by the air permeability Some typical values are given below

Specific Surface of Cement Measured by Different Methods
- The surface area of powders much finer than Portland cement, such as silica fume and fly ash, cannot be determined by the air permeability method but requires the use of gas adsorption methods, such as the nitrogen adsorption method.
- The latter is time consuming, and it may be preferable to use mercury intrusion porosimetry; however, this technique has not yet been generally accepted
- Modern specifications no longer lay down minimum values of the specific surface of Portland cement, this being indirectly controlled by the early strength requirement where appropriate.
- It may be useful to state, however, that a typical ordinary
- Portland cement would have a specific surface of about 350 or 380 m2/kg; the specific surface of rapid-hardening Portland cement is typically higher